Магия непрерывного цикла: как автоматно-токарная обработка превращает стальной пруток в ювелирные изделия промышленности
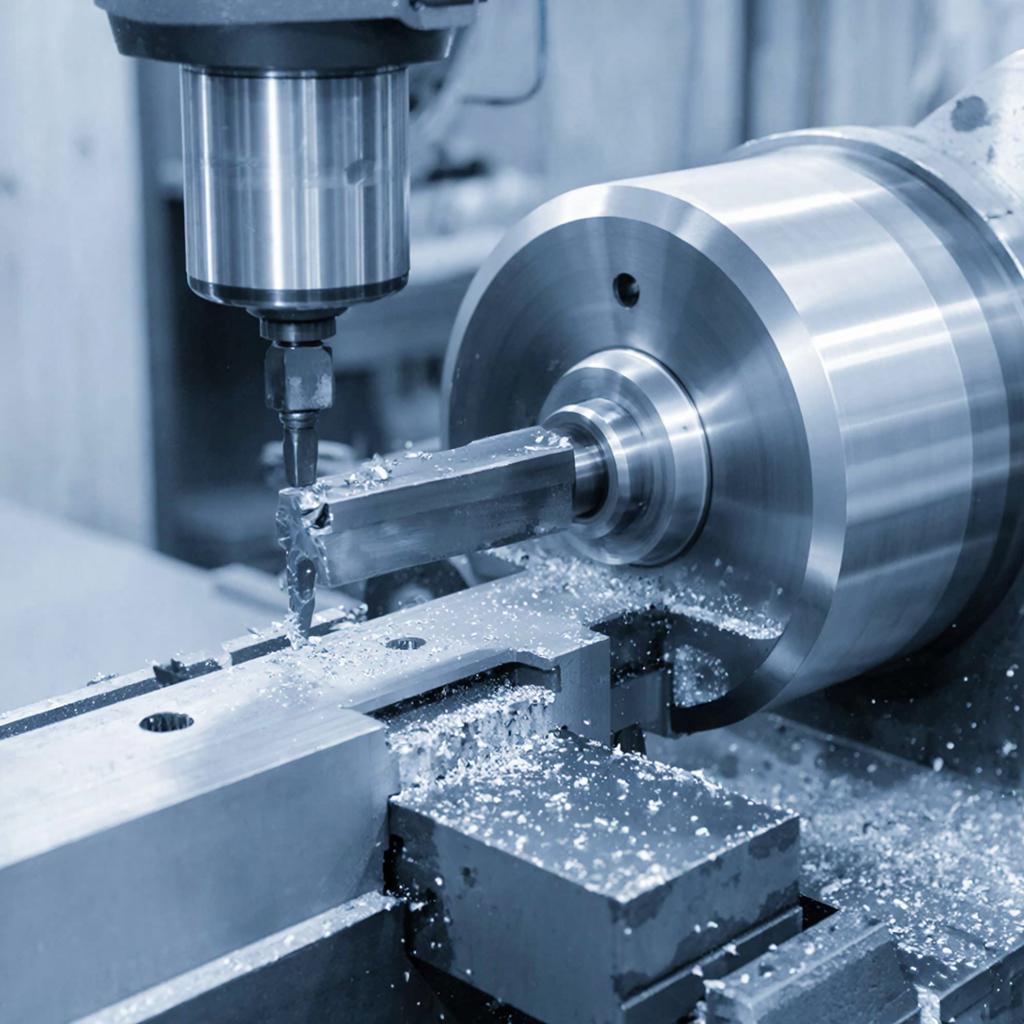
Когда мы заходим в цех, где работает современная автоматно-токарная обработка, первое, что бросается в глаза — это отсутствие суеты. Здесь металл не просто режется, он течет. Если обычный станок требует внимания мастера каждые несколько минут, то прутковый автомат напоминает профессионального марафонца, который взял темп и готов бежать сутки напролет. В условиях, когда требуется качественная токарная обработка металла в спб, именно автоматы становятся спасением для бизнеса, переводя производство из разряда ручного ремесла в плоскость высокоскоростного конвейера. Эта технология строится на принципе «поставил и забыл»: длинный металлический пруток заправляется в податчик, а на выходе в корзину сыплются готовые, сияющие чистотой детали, словно золотые монеты из сказочного горшочка.
Мой многолетний опыт подсказывает, что ключевое отличие автомата от стандартного оборудования заключается в его «интеллектуальной» компоновке. Основное внимание здесь уделено продольному точению, где заготовка перемещается сквозь люнетную втулку. Это можно сравнить с тем, как вы затачиваете карандаш: нож всегда находится рядом с точкой опоры, что исключает любой прогиб или вибрацию. В результате мы получаем микронные допуски на деталях, длина которых в десятки раз превышает их диаметр. Это настоящая алхимия современного машиностроения, позволяющая создавать валы, шпильки и фитинги с такой точностью, что они кажутся отлитыми в идеальной форме, хотя еще минуту назад были обычной ржавой штангой.
Железное сердце ритма: почему серийность любит автоматы
Представьте себе музыканта, который должен сыграть одну и ту же безупречную ноту десять тысяч раз подряд. Человек устанет, собьется, дрогнет рука. Автоматизация производства решает эту проблему радикально. Автоматно-токарный станок — это механический перфекционист. Его кулачковый механизм или современная система ЧПУ работают в связке с гидравлическим податчиком, который подталкивает материал в зону резания ровно настолько, насколько это необходимо для следующего цикла. Это исключает «человеческий фактор», превращая процесс в бесконечную симфонию созидания, где каждая пауза выверена до доли секунды.
В моей практике был случай, когда заказчику требовалось изготовить партию из 50 000 миниатюрных латунных форсунок. На обычном токарном станке это заняло бы месяцы, учитывая время на зажим каждой заготовки и смену инструмента. Токарный автомат справился за две недели, работая в три смены практически без участия оператора. Здесь режущий инструмент расположен на нескольких суппортах, которые могут атаковать заготовку одновременно с разных сторон. Это похоже на работу слаженной команды пит-стопа в Формуле-1: один меняет колесо, другой заправляет, третий протирает стекло — и всё это происходит за считанные мгновения.
| Критерий выбора | Универсальный токарный станок | Прутковый токарный автомат |
|---|---|---|
| Тип заготовки | Штучная деталь (поковка, отливка) | Калиброванный пруток (бухта) |
| Время на переналадку | Минимальное (15-30 минут) | Значительное (2-8 часов) |
| Оптимальная партия | От 1 до 100 штук | От 1000 до 1 000 000 штук |
| Участие оператора | Постоянный контроль каждой детали | Контроль параметров раз в час |
Анатомия точности и роль люнетной втулки
Главный секрет, который скрывает автоматно-токарная обработка, заключается в неподвижности точки резания относительно опоры. В обычном станке резец едет вдоль вращающейся детали, и если деталь тонкая, она начинает «отжиматься» и вибрировать, как натянутая струна. В автомате продольного точения всё наоборот: инструмент стоит на месте (или движется только радиально), а заготовка выдвигается из люнетной втулки прямо под нож. Это позволяет обрабатывать тончайшие иглы или длинные валы с невероятной прямолинейностью. Геометрическая точность в таких условиях становится не достижением, а стандартом.
Метафорически это можно сравнить с тем, как повар шинкует морковь: он держит её пальцами максимально близко к лезвию ножа. Чем ближе опора к месту среза, тем ровнее и тоньше будет кусочек. Система охлаждения при этом подает масло или эмульсию под огромным давлением прямо в зону контакта, вымывая стружку и не давая металлу «закипеть». Такая чистота поверхности часто избавляет от необходимости последующей шлифовки, что существенно экономит деньги клиента и время производства.
Экономика и расчеты: когда автомат начинает «печатать» деньги
Многие боятся заходить в серийное производство из-за дорогой наладки автомата. Да, подготовить станок — это искусство, требующее часов кропотливого труда программиста и наладчика. Но как только процесс запущен, себестоимость детали начинает стремительно падать с каждой новой единицей. Основная экономия идет за счет сокращения вспомогательного времени. В автомате нет этапа «взял деталь — зажал — вынул», эти секунды просто вычеркнуты из жизни производства. Станок работает 95% времени, в то время как обычное оборудование часто простаивает до 40% смены на погрузочно-разгрузочных операциях.
Давайте прибегнем к математике. Допустим, нам нужно изготовить 10 000 втулок. На универсальном станке цикл обработки одной единицы составляет 3 минуты, плюс 30 секунд на замену заготовки. Итого 35 000 минут. На автомате цикл за счет совмещения операций сокращается до 1.5 минут, а подача прутка происходит мгновенно в процессе работы. Даже с учетом 4 часов на наладку, общее время составит около 15 240 минут. Мы получаем двукратное ускорение процесса и высвобождение рабочих рук для других задач.
Допустим, длина прутка 3000 мм, длина детали 25 мм, ширина отрезного резца 3 мм, остаток прутка в патроне 100 мм.
Количество деталей с одного прутка: (3000 — 100) / (25 + 3) = 103 детали.
Если время цикла 45 секунд, один пруток обрабатывается за 77 минут.
При наличии 10-позиционного магазина-податчика станок будет работать автономно 770 минут или почти 13 часов без остановки.
Инструментальный парк и выбор стратегии
Современная инструментальная оснастка для автоматов — это вершина инженерной мысли. Мы используем твердосплавные пластины с особыми покрытиями, которые выдерживают колоссальные температуры без потери остроты кромки. Важно понимать, что в автомате инструмент не просто «режет», он «живет» в агрессивной среде. Правильно подобранный режим резания (скорость вращения и подача) определяет, будет ли станок работать неделю без остановки или встанет через час из-за скола резца. Я всегда советую не экономить на масле и инструменте: это те «витамины», которые поддерживают здоровье вашего железного коня.
- Отрезные резцы: должны быть максимально тонкими, чтобы минимизировать отходы дорогостоящего металла.
- Сверла для глубокого сверления: требуют специальных каналов для подачи СОЖ под давлением.
- Приводной инструмент: позволяет выполнять фрезерование и сверление под углом, не снимая деталь с автомата.
- Резьбонарезные головки: обеспечивают идеальную калибровку резьбы на высоких скоростях.
Вопрос: Можно ли использовать обычный пруток из строительного магазина для работы на прецизионном токарном автомате?
Ответ: Категорически не рекомендуется. Для работы через люнетную втулку требуется калиброванный металлопрокат с допуском не ниже h9 или h11. Если пруток будет «кривым» или иметь разброс по диаметру, он либо заклинит во втулке, либо вызовет вибрации, которые мгновенно уничтожат режущий инструмент и испортят точность детали. Качественный материал — это 50% успеха в автоматно-токарной обработке.
Будущее технологии: цифра против кулачков
Хотя старые кулачковые автоматы всё еще стоят на вооружении многих заводов благодаря своей невероятной скорости на простых операциях, будущее за ЧПУ. Современный многошпиндельный автомат с программным управлением — это компьютер, который управляет тоннами стали. Он позволяет менять конфигурацию детали за считанные минуты, просто загружая новый файл. Это открывает дорогу к «гибкой серийности», когда мы можем эффективно производить не только миллионные, но и средние партии по 500-1000 штук, сохраняя низкую цену.
В завершение хочу подчеркнуть: автоматно-токарная обработка — это не просто способ производства, это философия эффективности. Это когда каждый атом металла идет в дело, а каждая секунда времени конвертируется в результат. Если вам нужно изготовить что-то сложнее гвоздя, но в больших количествах, автомат — ваш единственный верный союзник в битве за рынок и качество.
- Тщательная подготовка чертежа с учетом специфики продольного точения.
- Выбор качественного калиброванного сырья (прутка).
- Профессиональная наладка и подбор износостойкого инструмента.
- Организация бесперебойной подачи материала и отвода стружки.
- Регулярный контроль геометрии первой и каждой сотой детали в партии.
| цанговый зажим | подача прутка | многошпиндельная обработка | противошпиндель чпу | нарезка резьбы |
| обработка латуни | скорость резания | калиброванный прокат | отрезка детали | шероховатость поверхности |